A good underpad can improve comfort, hygiene, and convenience. Good-quality underpads are ideal for medical, incontinence, and pet care leaks and spills. However, with so many alternatives, finding the right product can be difficult. This post covers five must-have features for premium underpads.
1. Absorbency: The Cornerstone of Effectiveness
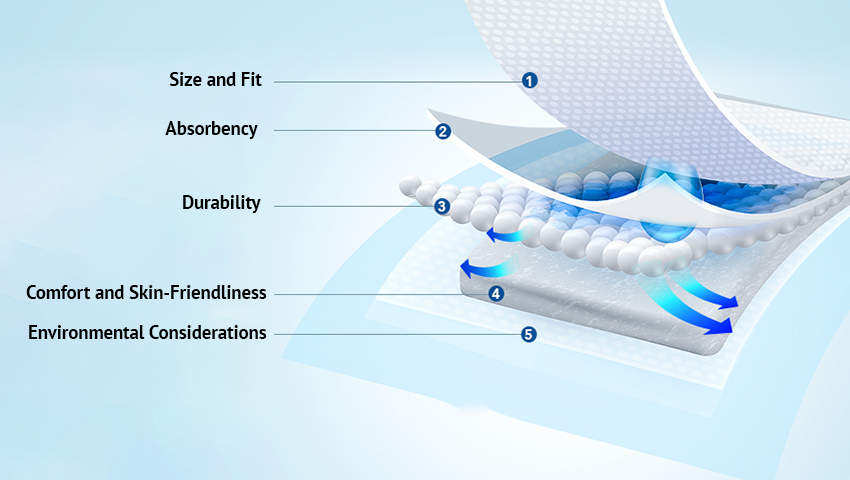
Underpads are probably one of the most important products where absorbency is concerned. An underpad is primarily used to prevent moisture from reaching surfaces, hence the need for it to retain liquids effectively. Look for multilayered designs as these are superior when it comes to absorbency. The top layer should draw moisture away from the skin, and the inner layers should trap the liquid to prevent leaks.
High-absorbency underpads are especially critical to use overnight or for the client with heavy incontinence because it reduces the need for multiple changes, which can ensure continued undisturbed sleep and fewer potential irritations to the skin. Advanced underpads may have polymer-based cores that turn liquid into a type of gel, improving performance.
Follow underpad manufacturer requirements when measuring absorbency. The terms “super absorbent” and “maximum absorbency” generally refer to items that can handle more liquid. Consider your individual needs; hospitals may require industrial-grade absorbency versus domestic use.
2. Durability: Ensuring Long-Lasting Protection
Another essential feature of high-quality underpads is durability. The product should be designed to withstand regular use without tearing or bunching. A sturdy construction ensures that the underpad remains intact, even during shifts or movements. This is particularly important for bedridden patients or individuals who frequently change positions.
Durability is largely dependent on the materials that go into its Manufacturer. Premium underpads will have reinforced edges and higher-quality backing material. Backing, usually from polyethylene or similar material, creates a waterproof barrier and prevents seepage into furniture or bedding.
Durable underpads are cost-effective in the long run, as they minimize the need for replacements. When evaluating durability, examine user reviews and product descriptions for terms like “tear-resistant” or “heavy-duty.”
3. Comfort and Skin-Friendliness: Prioritizing User Well-Being
Any underpad must be comfortable, especially for sensitive skin or long-term use. A decent underpad has a soft, non-irritating, skin-friendly top layer. The layer should be hypoallergenic to prevent allergies.
Prolonged moisture exposure might cause rashes or irritation. Even pressure sores may form. Many premium underpads employ breathable fabrics to circulate air and repel moisture. This feature benefits persons with limited mobility who use the underpad for long periods.
Find underpads that neutralize odors. Some products are treated with substances to neutralize odor and make them more comfortable and hygienic for users and caregivers.
4. Size and Fit: Addressing Varied Needs
Underpads are available in different sizes to meet different needs and, therefore, choosing an appropriate size for your use is very important. There are those small ones meant for use under chairs or wheelchairs, larger ones for the bed or sofa, but the size determines how effective that underpad is going to be.
Before buying, measure the surface that you want to protect to ensure the underpad is big enough to cover. For instance, underpads used on hospital beds often require dimensions big enough to cover the entire width of the mattress. Small pads may be enough for car seats or recliners.
Also, consider whether disposable or reusable options are needed. Disposable underpads are very practical for one-time use, say while traveling or for visitors. Reusable ones are more economic and environmentally friendly for daily use. Reusable underpads usually have extra stitching for reinforcement and machine washable fabrics, which means they are a more eco-friendly alternative.
5. Environmental Considerations: Select Sustainable Options
With the increasing awareness of environmental issues, many consumers are looking for an eco-friendly alternative in every area of life, including underpads. High-quality underpads often come with features that minimize their environmental impact without compromising functionality.
One of the best examples is the reusable underpads that eliminate waste due to its recyclable use and often is prepared from biodegradable materials, and sometimes, there are also disposable underpads being produced with sustainable practice through using plant-based material as the top layer or an energy-efficient production method.
When you choose an eco-friendly underpad, look for certifications such as FSC, or other labels that indicate its source is sustainable. It’s through such choices that we can all contribute to the cleanliness of our planet in fulfilling our personal needs.
Innovative features of Modern Underpads
As technology evolves, underpads are becoming more innovative, providing enhanced functionalities that go beyond the traditional expectations of an underpad. For example, some of the more expensive underpads include moisture indicators, which tell when a change is needed. This feature is very useful for caregivers, as it reduces the guesswork in maintaining hygiene.
Some underpads are designed with zoned absorbency, where specific areas of the pad are reinforced to handle greater moisture levels. This helps optimize the performance of the underpad, even during prolonged periods of use. Another feature introduced is the antimicrobial layers, which inhibit bacterial growth and fungi. This, again, enhances hygiene but is also less likely to cause infection if the user has a compromised immunity level.
One aspect that falls under smart designs is also ergonomic improvements. For instance, the underpads with quilted patterns or layers of padding give more comfort while distributing even pressure. These come in very handy for someone who lies down for extensive periods like bedridden patients.
The Evolving Nature of Personalization
Contemporary consumers are looking for underpads with specific requirements. Brands today come with customized options that users can choose from: size, absorbency level, and even aesthetic features. This indicates a greater concern in terms of equipping users with products that can fit their particular needs.
Additional Recommendations for Choosing the Best Underpads
Though these five are the building blocks of excellent underpads, here are some additional things to consider:
- Cost and Value: Compare prices across brands to find a product that balances quality and affordability. Bulk purchasing can often save money without compromising on features.
- Brand Reputation: Opt for trusted brands known for consistent quality. Reading customer reviews can provide valuable insights into product performance.
- Additional Features: Some underpads include adhesive strips to prevent slipping or dual-use designs that serve both humans and pets.
Conclusion
Selecting the correct underpad requires an understanding of your particular needs and what features help fulfill those needs. With the aspects of absorbency, durability, comfort, size, and environmental consideration, you’re going to have a product that not only provides dependability but also peace of mind. From personal use, caregiving, or medical use, quality underpads make the difference between comfort, hygiene, and a quality life.
Take time to choose wisely because an underpad is more than just a layer of protection; it’s an aid to dignity, cleanliness, and well-being.